II. VOYAGE AU PAYS DU CARBURE.
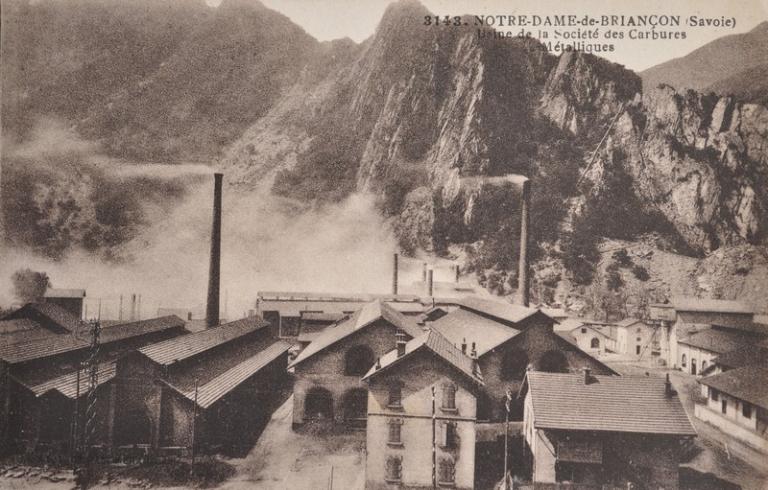
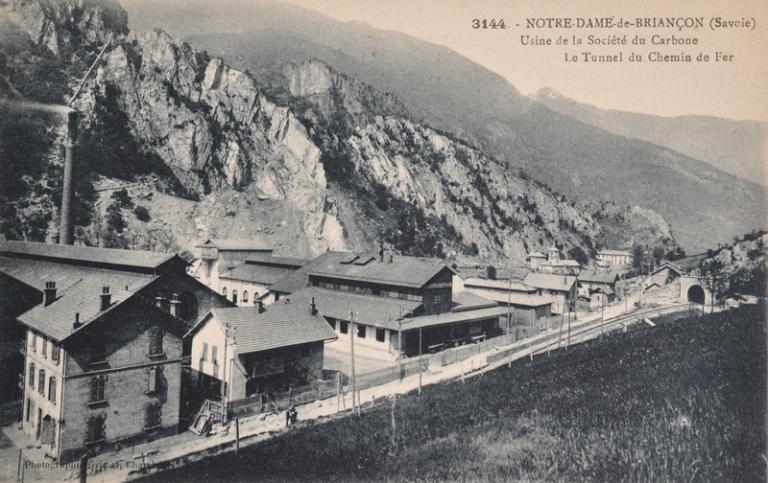
Partons, si vous voulez, de Briançon et dirigeons-nous vers Grenoble ; à mi-chemin, à Séchilienne, sur la Romanche, nous trouvons l'usine de la Compagnie française de carbure de calcium, qui travaille à 1,200 chevaux. De Grenoble, remontons la vallée de l'Isère ; au bout de vingt kilomètres, nous rencontrons l'usine de Froges qui, la première en France, a pu livrer d'excellent carbure à la consommation, en profitant vite de la découverte de MM. Moissan et Bullier, pour appliquer à la nouvelle fabrication les 1,000 chevaux tout installés qui, dans ses fours Héroult, lui donnaient de l'aluminium depuis 1890. Plus haut, un peu avant Montmélian, au croisement de la ligne du Grésivaudan et de la ligne Chambéry-Modane, nous voyons, à Chapareillan, une installation plus neuve et plus puissante, 2,000 chevaux, celle de la Société du Haut-Grésivaudan. A peine avons-nous, de là, pris le train de Modane, qu'il nous faut descendre pour contempler l'audacieuse entreprise de MM. Rochette frères, à Épierre. Leur usine est établie sur les bords de l'Are, au pied du massif rocheux de la Lauzière, qui sépare la vallée de la Tarentaise de celle de la Maurienne. La conduite en tôle d'acier, qui amène l'eau aux turbines, a 2,266 mètres de long, et la différence de niveau entre le barrage de retenue du torrent et le barrage des turbines est 574 mètres. Les tuyaux de base résistent à cette pression de 57 atmosphères par une épaisseur de 2 centimètres. On est effrayé des efforts dirigés par le jeune ingénieur, M. Simon, qui est parvenu à jeter ce grandiose serpent tubulaire. II traverse roches et précipices, forant des tunnels, coupant des murs de granit, jetant des ponts sur les gorges béantes. Continuons de suivre l'Arc, en dépassant Saint-Jean-de-Maurienne,et stationnons à Saint-Michel. Là, depuis bien longtemps, depuis 1890, on connaît le four électrique. Une partie des 2,ooo chevaux actuels a servi aux frères Bernard à fabriquer l'aluminium suivant le procédé Minet ; une autre Société d'aluminium leur succéda en 1894 ; mais actuellement la Société d'électrochimie française y a remplacé les fours par des électrolyseurs à chlorate de MM. Gall et de Montlaur. Enfin, à quelques kilomètres plus loin, à la frontière, à Modane, MM. Mathussière fils et Forest ont fabriqué, depuis 1893, avec une assez faible puissance de 130 chevaux, tous les produits que l'électricité peut tirer du sel marin, suivant les brevets Hulin. Il ne nous faut plus qu'un petit effort pour gagner le point culminant de notre voyage. Prenons un guide pour remonter il peu près droit vers le nord, vers Moutiers. Nous y revoyons l'Isère, et nous le redescendons pendant sept ou huit kilomètres. Nous voilà à Notre-Dame-de Briançon c'est l'usine modèle, celle qu'on peut déjà historiquement appeler l'usine mère. Elle a été construite par la Société des carbures métalliques, qui exploite les brevets Bullier. Pour cette raison, et parce que toutes les autres usines en sont plus ou moins la copie, et grâce aux indications qu'a bien voulu nous donner le créateur de toute cette belle industrie, c'est vers elle que nous reviendrons tout à l'heure pour tenter une description complète.
[...]
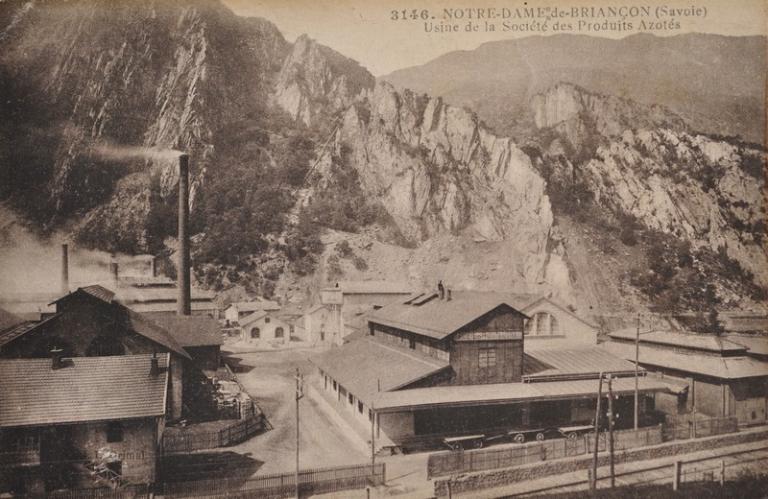
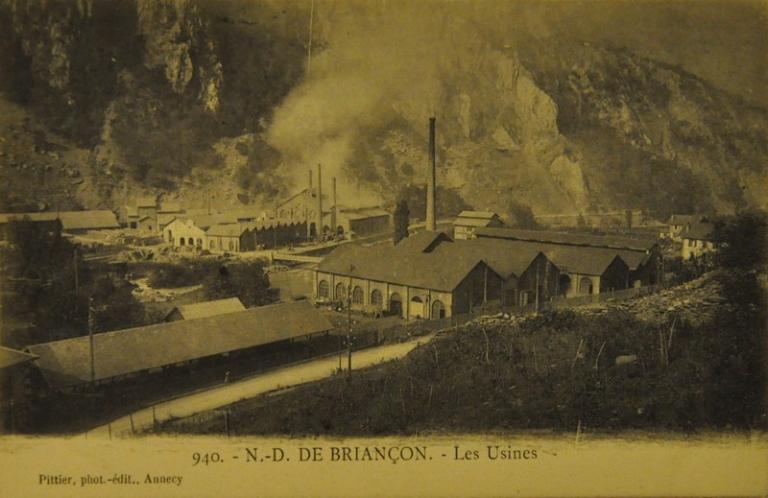
IV. L'USINE-DE-NOTRE-DAME-DE-BRIANCON
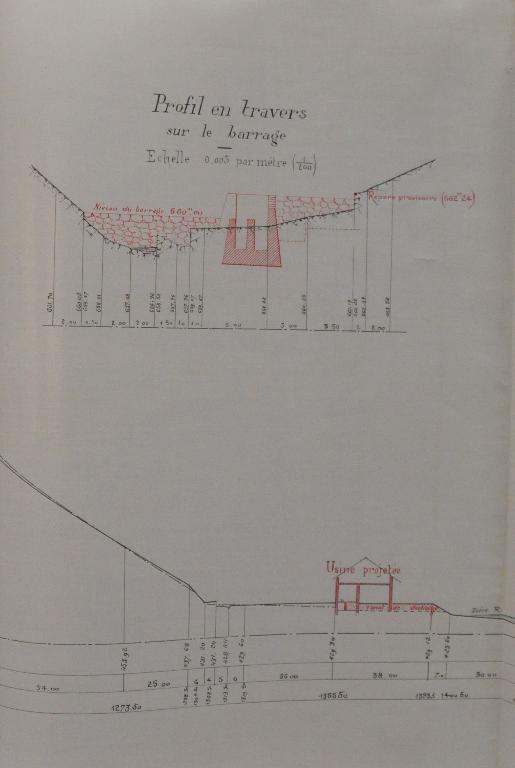
Cette usine, qui doit pouvoir fabriquer une dizaine de tonnes de carbure par jour est assise entre la rive gauche de l'Isère et une paroi montagneuse qui sépare la rivière d'un de ses affluents, l'Eau-Rousse. C'est à ce torrent qu'il a été possible d'emprunter l'énorme puissance motrice, car en ce point il roule son débit de un à deux mètres cubes par seconde, à un niveau de cent mètres au-dessus de son embouchure. La canalisation de cette puissance n'en a pas porté le prix de revient à plus de 20 francs le cheval-an, malgré de gigantesques travaux. Il a fallu construire un long barrage oblique au fil de l'eau, et, sur la muraille,qui dépasse d'un mètre les plus hautes eaux, on a fait deux prises pour canaux à double fond en tôle perforée. L'eau clarifiée s'introduit dans deux chambres en maçonnerie, d'où elle est reprise par deux tuyaux en culotte, qui aboutissent à une conduite unique en tôle de 1.340 mètres, faite de tuyaux bridés qui ont chacun 6 mètres de long, 8 décimètres de diamètre et de 1 à 12 millimètres d'épaisseur aux divers niveaux. Sur plus de deux cents mètres, il a fallu tailler un encorbellement dans le roc en surplomb. Après avoir suivi les flancs de la montagne, cette conduite au niveau de l'usine est dirigée horizontalement et normalement à la grande muraille, pour être divisée de nouveau en deux branches horizontales. Celles-ci amènent l'eau dans les turbines par deux becs de distribution à un seul orifice, se fermant à volonté par une languette à vis et volant. Chacune des cinq grandes turbines, construites par M. Duvillaud, de Lausanne, a une puissance de 700 chevaux. Elles sont à axe horizontal et à grande vitesse pour action directe sur les alternateurs. Deux petites turbines de 25 chevaux suffisent pour l'excitation des machines électriques. Ces machines sont des alternateurs Thury, construits par le Creusot spécialement en vue de cette fabrication du carbure. Elles sont à inducteur et induit fixes et à fer tournant : composées, en réalité, de deux machines distinctes adossées,qui ont elles-mêmes chacune deux enroulements induits biphasés indépendants, lesquels aboutissent à de larges conducteurs de cuivre sur les deux faces de la dynamo, elles réalisent un groupe électrogène quadruple dont on peut à volonté combiner les tensions et les débits. Les flux de force des inducteurs, dirigés en rayonnant vers l'axe à travers les spires des induits, subissent leur renforcement quand une des dents du plateau tournant les coupe. On a ainsi obtenu une robustesse à) toute épreuve puisque aucun organe électrique n'est en mouvement, et on n'a rien à redouter de l'emballement des turbines. Aussi elles ont pu être essayées à une vitesse de 1.200 tours, soit une vitesse tangentielle de 100 mètres, tandis que leur régime normal est de 600 tours. L'équilibrage parfait de la partie mobile ne donne lieu à aucune vibration et n'a pas nécessité des fondations spéciales. Leur rendement industriel est de 93% ; y compris la dépense d'excitation, qui est de 0,2% à o,5%. Leur échauffement reste très faible, même dans des marches ininterrompues de plusieurs jours. Enfin, et c'est le point essentiel, elles n'ont rien à redouter des courts circuits qui calent parfois les ampèremètres à 4,000 ampères lors du contact des charbons, en vertu de cette propriété générale bien connue qui différencie si avantageusement à ce point de vue les alternateurs des dynamos à courants continus. Aussi, après avoir livré ces cinq machines en 1897 à la Société des carbures métalliques, le Creusot eut à en fournir 70 autres, d'une puissance totale de 35,000 chevaux, à toute l'industrie électrochimique française jusqu'en juillet dernier. Il paraitrait pourtant que, depuis quelques mois, les fers tournants étant mis en suspicion au point de vue du rendement, les ateliers de construction font retour aux inducteurs tournants. Ce rendement est naturellement une grosse question au point de vue du prix de revient du carbure qu'intéresse également le choix des fours. Ceux de Notre-Dame de Briançon, dus à M. Bullier et disposés surtout pour un travail rapide, sont de trois types, le four à fond mobile, le four dit de boulanger et le four continu à sole inclinée. Qu'il nous suffise de décrire le premier c'est un four cylindrique vertical, en briques réfractaires, à demeure dans un massif en maçonnerie, et dont le fond est une plaque de métal ou de charbon articulée et maintenue en place pendant la réaction par un contrepoids ; cette sole est reliée à l'un des pôles de l'alternateur, tandis qu'à l'autre est rattaché l'énorme bloc de charbon, qui plonge au milieu de la masse à fondre, et dont un ouvrier règle la course, suivant les indications de l'ampèremètre, par des chaînes a contrepoids mobiles sur des poulies, tout aussi facilement que nous réglons les crayons d'une lampe électrique de projection à main. Le choix des matières premières joue aussi un rôle considérable. Le coke, qui ne doit pas donner plus de 7% de cendres, est pulvérisé sur des tamis à vingt mailles par centimètre. On n'emploie que de la chaux vive à moins de 5% d'impuretés ; on évite la magnésie qui, irréductible, fait voile et empêche l'attaque de la chaux, puis surtout le phosphate de chaux qui fournirait du phosphure de calcium et, par suite, introduirait des phosphures d'hydrogène dans l'acétylène. Les proportions du mélange sont voisines de 900 kilogrammes de chaux et 600 kilogrammes de charbon par tonne de carbure. Le rendement oscille autour de 4 kilogrammes de carbure par cheval-jour, et le prix de revient de la tonne de carbure autour de 225 francs, qui se répartissent en trois dépenses à peu près égales, de 75 francs chacune, pour les matières première, le travail et les frais généraux. Ces résultats dépendent d'ailleurs, évidemment, de la proximité et du choix des matières premières, du degré de perfection des installations mécanique et électrique, du choix des fours qu'il y a intérêt à maintenir chauds, et de l'attention des ouvriers, qui peuvent, me disait un ingénieur, faire varier le rendement du simple au double. Il fut un temps où je croyais les usines à carbure aussi fermées au public que les autres établissements d'électrochimie. Mais leur marche est si simple, dirigée suivant les règles que nous venons de voir, posées par Moissan et Bullier, qu'elle n'ont plus guère rien de mystérieux. Profitons donc de la bonne chance offerte en visitant avec soin quelques usines pyrénéennes.




conservation départementale de Savoie depuis 2012